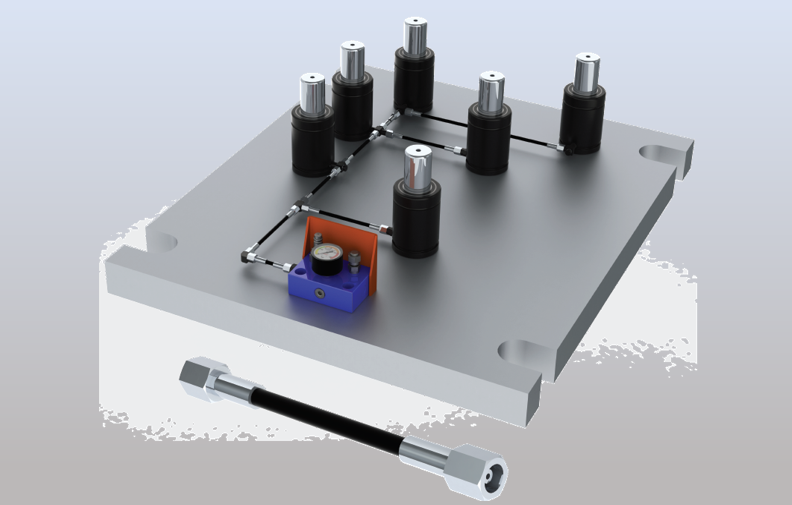
氮气弹簧管路串联可以轻易地监控整个氮气弹簧系统的密封性。另外i还可以方便使用者对整套系统的压力进行调节,通过气压表的放气、充气,可以更改整套系统的气压,从而达到自己想要的压力大小。
氮气弹簧管路串联准备工作
1.模具设计工程师,提供需要串联氮气弹簧在模具上的2D或3D图

2.根据客户提供的图样,确认该管路使用何种接头,是否与模具结构有干涉,如有干涉,需要更改调整线路,模具再加工,避让干涉。
3. 确认控制表的安装位置,这将决定串联管线终点的走向
4.优化整套管线的串联,寻找最佳连接方式
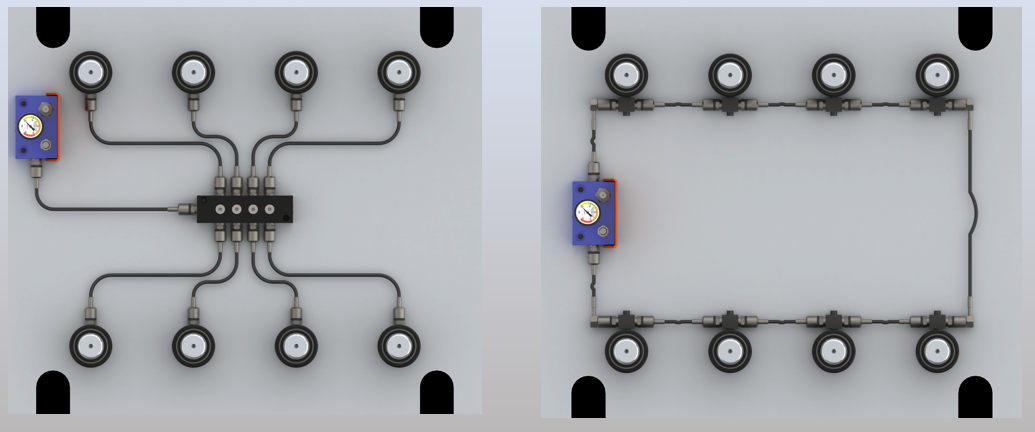
管路串联怎么连?
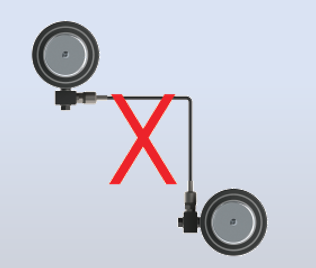
不建议使用M6接口(EX2400以下)氮气弹簧的管路串联
但随着模具精度及要求越来越高,不局限于G1/8接口氮气弹簧的串联,
M6接口:EX0360; EX0500; EX0750; EX1000; EX2400; G-EX0360; ISNG0250.


管道系统可由技术服务专员现场安装。
现场软管的压制
管路系统安装和充气
由服务专员签署的系统经过全面测试报告
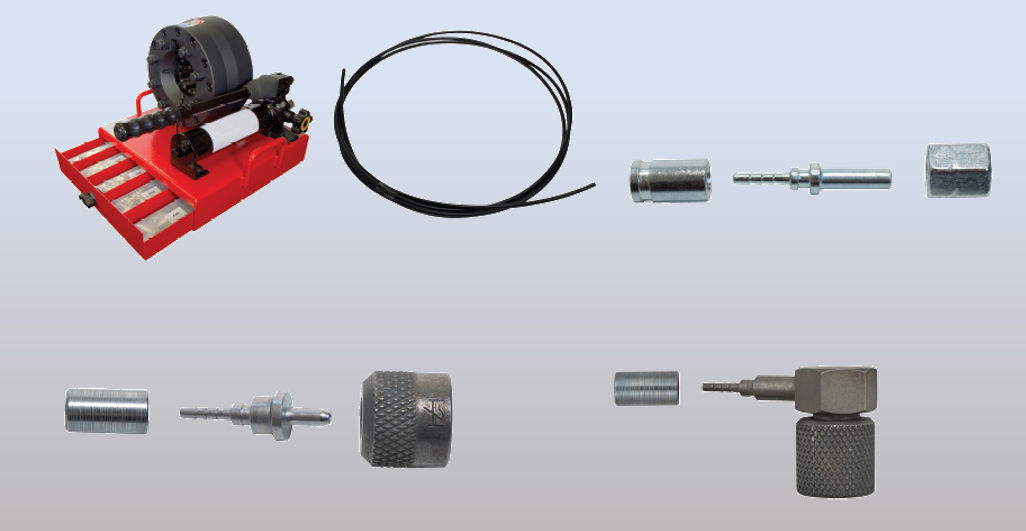
1.两种管路系列的选择:
CNOMO 系列和微型系列软管
所有 O 环圈进行密封,用于防漏
接头防震功能结构
2. 需要串联的氮气弹簧进行底部堵头及阀门芯的拆卸,倒置放气,清理堵头
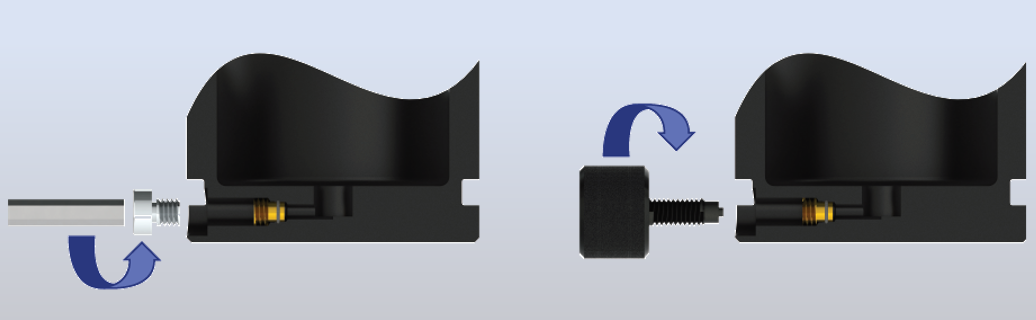
3. 清理堵头螺丝底部,装上接头
4.根据各氮气弹簧之间的距离,确定软管安全长度,进行软管的压制
5.把所有压制好的软管,与接头互相拧紧,使之串联一起,在安装前确保所有软管和接头完全干净清洁。

6.最后将进行充气,开始气压达到200Bar,以便检查是否漏气,再根据客户要求,进行气压调节。
在安装过程中需要注意事项
需要留有一定余量长度的软管
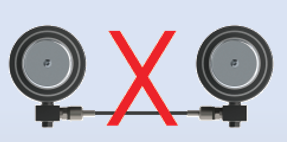

2.确保软管同一方向,不得扭曲
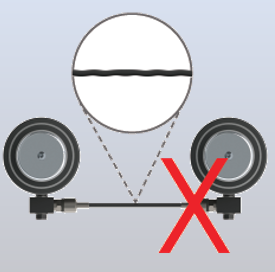
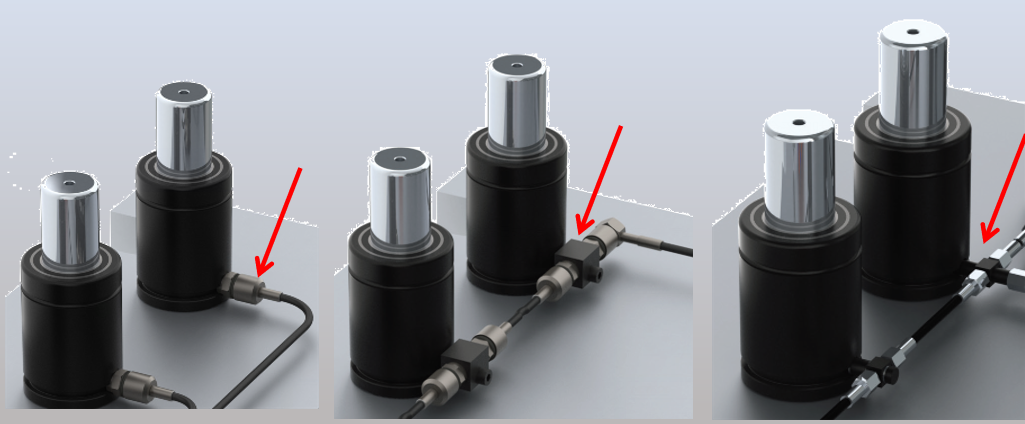
3.避免软管急剧弯曲,需要90度转接头

4.不得低于软管标准最小弯曲半径
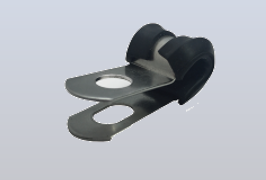
5.正确固定软管,以免受到机械损坏

6.专用管夹固定软管